Історія технології художніх виливків. лиття гармат
|
Скачати 27.09 Kb.
|
|
| Дата конвертації | 30.03.2018 |
| Розмір | 27.09 Kb. |
| Тип | реферат |
|
|
-
Навігація по даній сторінці:
- ІСТОРІЯ ТЕХНОЛОГІЇ ХУДОЖНІХ ОТЛИВОК.
- Просін Д.А.
- Мал. 1
- Мал. 2.
- Мал. 5.
- Мал. 6.
|
Міністерство освіти Російської Федерації Волгоградський Державний Технічний Університет Кафедра '' Машини та технологія ливарного виробництва '' реферат ІСТОРІЯ ТЕХНОЛОГІЇ ХУДОЖНІХ ОТЛИВОК. ЛИТЬЕ гармат. виконав: Студент гр.ЛМХ-633 Просін Д.А. перевірив: Кім Г.П. Волгоград 2001р. З литтям гармат зросла соціальна і суспільна роль ливарника. Сталося це після винаходу пороху і появи вогнепальної зброї. Порох, на підставі ряду досліджень, був винайдений в Китаї в IX ст. і вже в Х ст. застосовувався для вогнепальної зброї. Араби використовували його в кінці XIII-початку XIV ст., Вони ж завезли його в Європу в XIV в. через Іспанію. У 20-40-х роках XIV ст. перші зразки вогнепальної зброї з'явилися в Італії, Франції, Німеччини, Англії. Найбільш ранній з відомих згадок про застосування артилерії на Русі відноситься до 1382 року (оборона Москви від орд хана Тохтамиша). Перші знаряддя представляли собою гладкоствольні трубки з глухою казенною частиною, в якій було початковий отвір. Заряджали їх з дуловою частини. Така конструкція проіснувала майже до другої половини XIX ст. Гарматний ствол спочатку отримували за допомогою зварювання свинцем викував залізних смуг, скріплених потім мідними обручами. Окремо виготовляли казенну частину. Така техніка була придатна для виготовлення лише знарядь невеликого розміру і не могла забезпечити їх надійну експлуатацію. З цих позицій цільнолита гармата навіть з бронзи була краще. При цьому значно прискорився і спростився процес виробництва, з'явилася можливість більш точно відтворювати калібр гармати, покращувати його конструкцію. До конструкційних поліпшень слід віднести цапфи, що дозволяли більш просто міняти кут нахилу знаряддя при стрільбі, скоби на стволі - для його зручного перенесення, найпростіші прицільні пристосування (мушка і проріз).
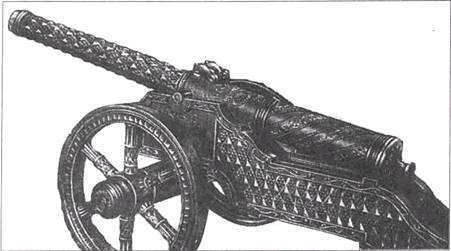
Мал. 1 Пищаль «Ведмідь». Бронза. Ливарний майстер Семен Дубінін. 1590 р Москва, Кремль Перші кроки розвитку артилерії на Заході і в Московській державі характеризувалися тим, що кожен ливарний майстер створював свій особливий тип гармати, призначав на свій розсуд довжину, товщину і інші розміри вироби. До появи загальних вимог до орудіям30 був поширений звичай прикрашати гармати орнаментами, написами, відмітними скульптурами, від яких вони часто отримували свою назву: «Аспид», «Лев», «Барс», «Гамаюн» і т.п. (Рис.1). У цьому, як і в інших відмінностях, виявлялося своєрідне суперництво між ливарниками. Характерно, що найстаріша з дійшли до наших днів російських литих гармат (1492 г.) не має цапф і скоб, але її дуло і торець прикрашені орнаментом. Багато прикрашалися спочатку і що з'явилися пізніше лафети (рис.2). Так що гармати також можна зарахувати до розряду художніх виливків прикладного призначення.
Мал. 2. Пищаль з «крученим» стволом. Бронза. Ливарний майстер Яків Осипов. 1671 г Литий лафет - чавун. XIX ст. Техніка лиття до моменту появи вогнепальної зброї отримала достатній розвиток, цьому сприяло виготовлення великих дзвонів. З технологічної точки зору, як пише Н. Н. Рубцов, форма гармати являє собою спрощену форму дзвони. Внаслідок цього освоєння виробництва гармат не представляло занадто серйозних труднощів для церковних майстрів. Наприклад, такі відомі майстри-ливарники, як А. Чохов, Моторин, відливали і дзвони, і гармати. На старовинних гравюрах, де показані ливарні майстерні, можна побачити одночасно зображення дзвонів і гармат. Ливарники досить швидко зрозуміли, що добре звучить, але тендітна «дзвонова бронза» мало підходить для виготовлення гармат. Традиційна гарматна бронза містить в два рази менше олова, ніж дзвонова, що робить її істотно пластичнее, тобто більш придатною для експлуатації при ударних навантаженнях. Хоча, на жаль, і для військових цілей, але саме масове лиття гармат поклало початок створенню перших великих ливарних підприємств. Уже за царювання Івана Грозного запрошений з Італії знаменитий архітектор, інженер і артилерист А. Фіорованті розширює в Москві ливарні майстерні і створює на їх базі пушечнолітейное підприємство «гарматне хату» (1478 г.). Незабаром на р. Неглинной, в районі Гарматній вулиці, де зараз знаходиться будівля «Дитячого світу», був побудований завод - знаменитий «Гарматний двір», який пропрацював кілька століть ( «Гарматна хата» згоріла через 10 років після будівлі). При створенні полковий артилерії впорядковується технологічний процес, розробляються основні елементи класифікації гармат. Їх стали ділити на групи в залежності від величини ядра, що заряджається в них У 1540 р в Нюрнберзі була розроблена таблиця калібрів із зазначенням діаметрів кам'яних і чавунних ядер Наприклад, в Росії трехфунтових гармата мала калібр 2,8 дюйма (70 мм), двенадцатіфунтовая - 4 , 7 дюйма (120 мм) і т д Формування гармат, що встановилася в XIV в - так звана «повільна формування», за аналогією з виробництвом дзвонів, використовувалася порівняно довго У її основу було покладено стародавній спосіб виготовлення дзвонів по шаблоном з горизонтальною віссю обертання (по Теофіла).
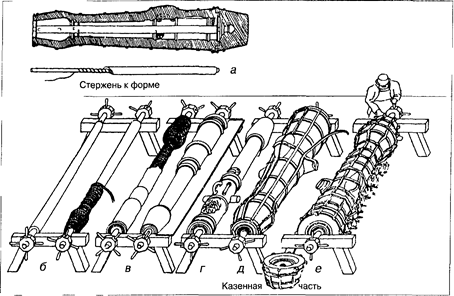
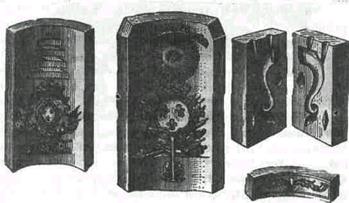
Рис.3. Пооперационное виготовлення ливарної форми гармати по способу «повільної формування». В першу чергу готували глиняну модель корпусу гармати. На дерев'яний круглий або гранований сердечник злегка конічної форми накладали солом'яний джгут, повторюючи приблизно зовнішні обриси стовбура гармати (рис 3. б) Далі формувальник руками наносив шари глини, попередньо просушуючи попередній шар на повітрі Перші верстви складалися з жирної вологої глини, змішаної з меленим цеглою , останні - з тонко розмеленої жирної глини, змішаної з волоссям (шерстю) і кінським гноєм Надлишок глини зрізали шаблоном, що повторює конфігурацію зовнішньої поверхні стовбура (рис 3, в). На отриману глиняну модель прибивали дерев'яні моделі цапф, закріплювали моделі ручок і прикрас (рис 3, г,). Останні виготовляли з суміші воску, сала і товченого деревного вугілля в спеціальних гіпсових формах (рис 4).
Після отримання моделі переходили до виготовлення кожуха форми. Для цього моделі гармат змащували розділовим складом, що складається з сала з рослинним маслом Потім наносили наскільки шарів вологої суміші, аналогічної Рис.4. Гіпсові форми для виготовлення воскових деталей моделі гармати. тієї, яку використовували в останніх шарах моделі. Кожен шар просушивали на повітрі. І далі на них наносили шари з густою глини до тих пір, поки не отримували кожух товщиною від 175 до 300 мм (в залежності від величини гармати) .Потім витягували моделі цапф, а отвори, що утворилися латали глиною. Зверху на кожух для міцності накладали залізні обручі, поздовжні смуги (рис 3, д) і знову залізні обручі (рис 3, е) Місця перетину поперечних і поздовжніх бандажів скріплювали дротом. Після цього форму просушували на козлах, розпалюючи під нею вогонь (рис.3, е) .Висушенную форму знімали з козел, вибивали моделі сердечник, який і тягнув за собою солом'яний джгут, внаслідок чого можна було легко спричиняти з моделі, розмотуючи палять. Форму з залишилася в ній глиняній сорочкою моделі ставили вертикально в яму на залізні підкладки і розводили вогонь всередині стовбура, щоб розтопити розділовий шар між кожухом (формою) і сорочкою моделі, а так само виплавити воскові моделі ручок і прикрас. Частина, що залишилася глиняна сорочка моделі від прогріву ставала крихкою і її легко можна було видалити Щоб полегшити видалення сорочки, особливо з форми гармат малих калібрів, на ній при виготовленні моделі вирізали по гвинтовій лінії Пазік глибиною до солом'яного джгута, потім Пазік заливали каніфоллю або смолою Таким чином після видалення (руйнування) глиняної моделі залишалася ливарна форма для стовбура гармати з відбитками на внутрішній поверхні всіх прикрасі, написів і т п Стрижень для форми гармати виготовляли також як і модель, з тією різницею що сердечником служив залізний прут, замість солом'яного джгута брали конопляну мотузку, а шаблон по якому виточували стрижень мав конфігурацію внутрішнього каналу гармати Потім ливарну форму збирали встановлювали усередині стрижень, раскрепляя його спеціальними пристосуваннями - жеребейки, прикріплювали до форми стовбура форму для казенної частини Поздовжній розріз форми показаний на рис. 3, а. Зібрану форму ставили вертикально в заливальне яму казенної частиною вниз Простір навколо форми забивали сухою землею і на ній робили літ пікову чашу, з якої метал надходив в ливарну форму Заливання форм як і для всіх інших великих виливків виконували безпосередньо з печі по каналах в підлозі ливарної Так відливали бронзові гармати в західно-європейського феодальних державах і Московської Русі у роки царювання Івана III в Москві було налагоджено виробництво литих артилерійських знаряддя там працювали ливарний майстер Яків, його вчених ики Ваня- та -Васюк, Федька- гарматник, Павич Фрязіно Деббосіс і ін. За часів Івана Грозного російська артилерія за потужністю та силі не поступалася артилерії західно- європейських країн, а де в чому і перевершувала їх Про це повідомляли посли Візантії, Венеції, Англії побували в Москві .Англійскій посол Дж. Флетчер писав в кінці 80-х років XVI ст «жоден з християнських государів не мав такого гарного запасу військових снарядів, як російський цар» Так, в облозі м Казані в 1552 р брало участь 150 вогнепальних знарядь. У 70-х роках XVI ст, готуючись до нового походу в Лівонію, Іван Грозний вирішив значно підвищити міць облогової артилерії В облозі Полоцька в 1563 г було використано лише 4 стінопробивних знаряддя, між тим ефект від їх застосування виявився колосальним Тоді-то на московський Гарматний двір, тільки що відбудований після спустошливого набігу кримського хана Девлет-Гірея в 1571 р, надійшло завдання виготовити кілька важких стінобитнихзнарядь Роботами керував знаменитий російський ливарник А. Чохов (бл. 1545- 1б29гг.). У той час на Русі лиття великокаліберних знарядь не було новою справою для ливарників .Ще в 1554 г, за двадцять з гаком років до Лівонського походу 1575 р, на гарматний дворі Кашпір Ганус, учитель А Чехова, відлив велику гармату, яка дістала назву «Кашпірова гармата ». Вона мала довжину 448 см, важила 1200 пудів (19,65 т) і стріляла кам'яними ядрами по 20 пудів (327,6 кг), калібр її був 53 см Аналогічне знаряддя - мортиру «Павич» - в 1555 р відлив Степан Петров .Вага вона +1020 пудів (16,7 т) і стріляла кам'яними ядрами масою 15 пудів (245,7 кг). Але і ці знаряддя мали попередника в 1488 р при Івані III в Москві П. Деббосіс відлив, мабуть, не менше грізна зброя, яке історик Н М Карамзін назвав «Цар-гарматою». Пізніше, в XVII в його називали «Павлином», як і знаряддя, відлите пізніше С. Петровим. Тільки під керівництвом А.Чохова на гарматний дворі було відлито близько півтора десятка стінопробивних гармат, не рахуючи короткоствольних мортир і пищалей малого калібру. Деякі великі гармати А .Чохова збереглися до
Мал. 5. стінопробивних пищаль «Цар Ахіллес» Бронза Ливарний майстер А. Чохов 1617 г Литий лафет - чавун, XIX в, Санкт-Петербург.
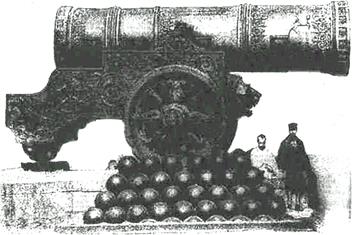
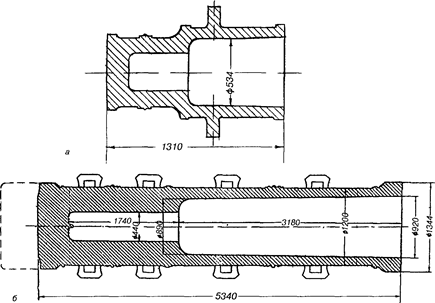
наших днів. У Московському Кремлі знаходяться стінобитні гармати «Аспид» і «Троїл» (1590 г) .У Військово-історичному музеї артилерії, інженерних військ і військ зв'язку Санкт-Петербурга зберігаються 4 стінопробивні гармати А. Чохова Мал. 6. «Цар-гармата» в Кремлі (фотографія початку XX століття). Бронза. Ливарний майстер А. Чохов. 1585 р Литий лафет - чавун Автор А.П. Брюль, 1835 р Москва. «Інрог» (1577 г.), «Лев» та «Скорпея» (1590 г.) і «Цар Ахіллес» (1617 г.). Кожна з них має особливу історію. Наприклад, гармата «Цар Ахіллес» (рис.5) використовувалася при облозі Дорогобужа, Новгорода-Сіверського та інших міст в 1632 р В тому ж році вона була захоплена поляками під Смоленськом, а в 1703 р взята шведами при облозі м Ельбінг . У 1723 р гармату викупили російські купці і повернули її на батьківщину .Калібр гармати 152 мм, довжина ствола 6080 мм, маса 3603 кг, лафет його виготовлений з чавуну, мабуть, багато пізніше. Однак вінцем творчості видатного майстра є «Цар-гармата», відлита їм в розквіті творчих сил і є в наші дні одним з найвідоміших музейних експонатів Московського Кремля (рис. 6) .Проізнося слова «Цар-гармата» ми думаємо, насамперед, про розміри цієї зброї. Тим часом, назва цієї мортири дало лите зображення царя Федора Івановича, в роки правління якого вона була відлита .Проте, невідомий автор так званого «Пискаревского літописця», відзначаючи виливок мортири як подія надзвичайної важливості, писав: «... велінням государя царя і великого князя Федора Івановича всієї Русі злита гармата велика, така в Русі і інших землях не бувала, а ім'я їй «Цар».Справедлівості заради слід зауважити, що в цей час існувала більша бронзова гармата масою 57 т, відлита в м Ахман-Дагу ре в Індії в 1548 г. Вона стоїть і зараз на стіні міської фортеці поблизу знаменитого мавзолею Гол-Гумбаз, але ні А. Чохов, ні його сучасники могли про це не знати. Цей факт і зараз особливо не афішується. Розміри «Цар-гармати» А. Чохова-цього чудового зразка ливарного мистецтва - вражають і в наші дні: довжина мортири 5,34 м, діаметр стовбура 120 см, діаметр по поясу понад 134 см, маса знаряддя 39,3 т, маса кам'яного ядра 52 пуди (352 кг). Не можна сказати, що конструкція «Цар-гармати» була технологічною, враховуючи використовувані прийоми лиття. Традиційна форма мортир, в тому числі виготовлених А. Чеховим (рис. 7, а), характеризується ступінчастим зовнішнім контуром, що повторює внутрішню форму стовбура. Це дозволяє зменшити різницю товщини стінок стовбура і казенної частини.
Рис.7. Конструкція стовбурів древніх мортир А Чохова: а - Мортира «Самозванець», 1605 р .; б - «Цар-гармата», 1585 г. Мабуть, вперше порушив цю традицію К. Ганус (1554 г.) при литві мортири великого калібру, відомої нам як «Кашпірова гармата». Прагнучи зробити казенну частину її міцнішою, щоб товсті стінки камери могли протистояти тиску газів при вистрілювання 20-пудовим ядром, він виконав ствол гармати з постійним зовнішнім діаметром. Така ж конструкція і у «Цар-гармати» (рис. 7, б). Середня товщина стінки її стовбура в дуловій частині - близько 15 см, пороховий камери - 38 см, задня стінка має товщину 42 см. При такій різниці товщини стінок і прийнятому положенні форми при заливці (казенної частиною вниз) є велика ймовірність появи внутрішніх дефектів усадочного походження в масивних частинах виливки. Щоб уникнути цього слід перевернути форму казенної частиною вгору і на дно гармати поставити прибуток для ліквідації можливих усадочнихдефектів в задній стінці і стінках казенної частини. Однак при цьому виникають додаткові труднощі при формуванні та складанні такої великої форми. Погіршуються умови видалення газів з стрижня під час заливки форми і затвердіння виливки. Крім того, в той час навряд чи можна було відрізати від гармати прибуток діаметром майже 1,5 м. Проте, все обійшлося благополучно. У всякому разі великих дефектів, що виходять назовні, які могли б істотно знизити міцність металу гармати не виявлено. Позитивну роль, мабуть, зіграли і щодо тонкі ручки (скоби) на казенної частини, які виконали функцію холодильників. Гігантська гармата створювалася не для бутафорії, тому її встановили без лафета на Червоній площі, біля Москворецкая переправи, поруч з мортирою «Павич» С. Петрова, яка перебувала там уже 30 років. З гарматного двору на Червону площу «Цар-пушку» перевозили на ковзанках з товстих колод. Волокли її не менше 200 коней. У 1626 р були побудовані спеціальні «гуркіт» для цих гармат і з великими труднощами в 1627 р їх перемістили на Лобне місце. В 1701 Петро I, створюючи нову артилерію, видав указ, за яким гармату «Павич» і «Кашпірову пушку» переплавили поряд з іншими старими знаряддями. Однак, усвідомлюючи історичну цінність «Цар-гармати», він наказав зберегти її. У 1765 р «Цар-пушку» перевезли в Кремль і помістили під спеціально побудованим кам'яним шатром поблизу Воскресенського монастиря. У 1835 р для «Цар-гармати» за проектом академіка Російської Академії мистецтв А. П. Брюллова в Петербурзі на заводі Берда відлили чавунний лафет і встановили гармату на лафеті біля головних воріт московського Арсеналу. У 1843 р «Цар-пушку» перевезли від головних воріт Арсеналу до старої будівлі Збройової палати (будівля була розібрано в 1960 р в зв'язку з будівництвом на цьому місці Палацу з'їздів). Перед гарматою склали піраміду з чотирьох порожніх (декоративних) чавунних ядер, маса кожного ядра - 1000 кг. По обидва боки від знаряддя склали ще дві піраміди з менш великих ядер (рис. 166). Поставили дошку з написом: «Дробовик Російський літ 1586 г. Вага ядра 120 пуд». Вага ядра помилково завищений вдвічі, звідси і виникла широко відома версія про бутафорському призначення гармати, так як при зазначеному вазі снаряда гармату б розірвало. У 1960 р гармату остаточно встановили неподалік від церкви Дванадцяти Апостолів, поруч з «Цар-дзвоном», де вона знаходиться і в даний час. Слід зазначити, що сусідство з гігантським бронзовим дзвоном невиграшно для гармати. За проектом Монферрана, «Цар-гармата» перебувала серед інших древніх гармат кремлівської експозиції, на фоні яких сильніше відчувалася її міць. Решта гармат зараз розташовані на іншому кінці площі, біля будівлі Арсеналу, куди доступ відвідувачів Кремля обмежений. Подальше вдосконалення процесу лиття гармат було пов'язано з необхідністю підвищувати їх надійність, термін служби, рухливість, збільшувати їх кількість. Вимога знизити масу знарядь призвело до жорсткої стандартизації їх розмірів, зменшення, а потім і ліквідації прикрас. Останнє також спрощувало їх виробництво. У XVII ст. у багатьох країнах починає поширюватися технологія виливки знарядь і снарядів з чавуну. Цей матеріал з'явився в Китаї за одними джерелами в VI ст. до н.е., за іншими - на рубежі старої і нової ер. У всякому разі, вже до 954 м відноситься згадувана гігантська чавунна виливок «Цар-лев» (див. Рис. 50). В Європі ж поява чавуну відноситься до XIV ст., Що послужило підставою ряду дослідників зв'язати винахід чавуну з Німеччиною XIV в. Насправді, це яскравий приклад різночасного, але практично незалежного появи нововведення з »за слабкого поширення інформації. Як у середньовіччі стали плавити чавун, точно не відомо. Мабуть, це сталося випадково. При збільшенні кількості дуття в шахтних печах, що використовувалися в цей час для отримання залізної криці з руди, було помічено, що з домниці разом зі шлаком випливає несхоже на шлак речовина. Затвердівши, воно мало металевий блиск в зламі, було таким же міцним і важким, як залізо, але відрізнялося від нього крихкістю і не могло куватися .Так як його поява при плавці знижувало вихід готового заліза, ця речовина вважали небажаним. Не випадково, до цих пір за чавуном в Англії збереглося старе, вельми невтішну назву pig iron, тобто «Свинське залізо». Ливарники стали використовувати чавун для гармат як матеріал міцніший, технологічний, а головне, менш дефіцитний. Але його застосування вимагало більш досконалої металургійної бази. Тому до XVI11 в. в одних країнах відливали гармати і раніше з бронзи, в інших - з чавуну. Зростаюча потреба в гарматах вступає в протиріччя з процесом їх «повільної формування». Виготовлення для кожного виливка разової, знищуваної глиняної моделі було явно нераціонально, особливо після стандартизації розмірів гармат однакового калібру. Трудомістким був і процес отримання листкової форми з глини. По суті, переворот в цій області здійснив відомий французький вчений, інженер і політичний діяч Гаспар Монж (1746-1818 рр.), Автор способу так званого швидкого лиття гармат. За пропозицією Г. Монжа постійна модель гармати розділена на частини, які формуються окремо (подібно поділу статуї на частини). На рис. 8.показан поздовжній розріз форми з витягуванні її частинами моделі. Пустотелая латунна або чавунна модель гармати складається з шести окремих, щільно пригнаних одна до одної, частин: чотирьох кільцевих моделей стовбура, одного кільця - прибутковою надставки і однієї казенної частини. Виступи на моделі в місці стиків відтворюють пояски на тілі гармати. Кожна з шести частин моделі для полегшення збирання і розбирання має гачки з внутрішньої сторони. Верхня частина моделі формує прибуток, яку потім відрізають від тіла гармати. Форма виготовлялася в розбірному металевому жакеті (опоки), що складається з кільцевих частин, відповідних частинах моделі і додатково розділених по осі симетрії, тобто на 6 частин моделі доводилося 12 частин жакета. Окремі частини жакета скріплювалися за допомогою чек і шпильок (клинів). Така конструкція жакета полегшує формування, а головне - витяг готового відливання з форми. Форму виготовляли в вертикальному положенні спочатку в нижній частині кільцевого жакета формували нижню частину моделі Її попередньо сма- нази вали розділовим складом Потім простір між стінкою моделі і жакета заповнювали формувальної сумішшю, що складається з жирного піску, змішаний ного з кінським гноєм, і ущільнювали її Після чого і модель, і кожух поступово нарощували Поверхня контакту окремих частин форми покривали при цьому розділовим зі ставом заформованими частини знімали (форму розбирали), витягували з них моделі і сушили частини форми окремо одна від одної після цього внутрішню поверхню частин форми фарбували формувальними чорнилом і підсуши вали Стержень для оформлення внутрішньої поверхні гармати виготовляли також, як при способі «повільної формування» Форму збирали, встановлювали стрижень, всі частини жакета скріплювали Заливку форми проводили в вертикальному положенні Пізніше модернізіро- ний спосіб швидкого лиття гармат використовували для отримання чавунних водопровідних і каналізаційних труб (до широкого застосування для цих целий відцентрового лиття). Слід зупинитися на якості відливаються гармат. Довгі стрижні з глини мали погану газопроникність, тому отримати виливки без газових раковин на внутрішній поверхні знарядді було важко. Поки вимоги до якості не відрізнялися великою строгістю, дрібні дефекти закладають. Однак коли було встановлено зв'язок між наявністю газових раковин в каналі і терміном служби гармати, вимоги до чистоти внутрішнього каналу посилилися. В результаті стали відбраковувати від 40 до 90% чавунних гармат .Тоді набув поширення «спосіб Маріца» за яким гармату відливали у вигляді суцільної болванки, а не з готовим каналом Канал потім висвердлюють, внутрішня його поверхня виходила без дефектів Однак гармати зі свердління каналом мали значно менший термін служби ніж бездефектні гармати з литим каналом, і виробництво їх обходилося
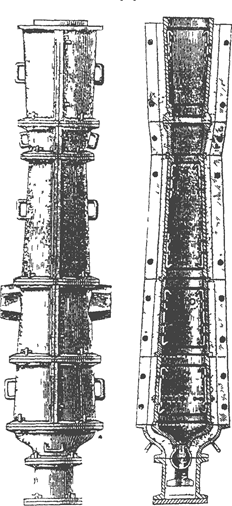
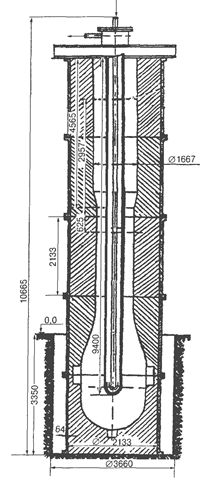
Рис 8.Спосіб <�швидкого лиття> гармат. Загальний вигляд і розріз форми. дорожче. Іншими словами, пошук більш досконалих технологічних варіантів виготовлення чавунних гармат продовжувався. Однією з найбільш вдалих слід вважати ідею американця Родмана, який запропонував використовувати металевий водо-охолоджуваний стрижень для оформлення внутрішнього каналу гармати. Одночасно в процесі затвердіння і охолодження гармати зовнішня поверхня форми, виготовленої в металевих жакетах, підігрівалася При цьому затвердіння ствола гармати відбувалося послідовно від внутрішніх шарів до зовнішніх, т е реалізувався принцип спрямованого затвердіння. Ствол гармати з литим каналом виходив щільним, без дефектів. Використовуючи частково цю ідею (без обігріву зовні) в 1869 р на Мотовіліхінском заводі в Пермі була відлита найбільша (масою 44,2 т) в світі чавунна гармата калібром 20 дюймів Форму висотою 10665 мм (рис. 9) виготовляли за способом «швидкої формовки »з піщано-глинистої суміші з наступним сушінням Форма складалася з п'яти частин, заформованими в металевих жакетах (опоках). Лита заготівка складалася з трьох частин власне гармати довжиною 5480 мм з «хвостом» 229 мм, подпрібильной частини висотою 685 мм і прибутку висотою 2957 мм Загальна маса гармати перевищувала 4 тис. Пудів (65,5 т). Чавунний водоохолоджуваний стрижень зовні був облицьований азбестовим шнуром, вогнетривкої глиною шаром 9,5 мм Метал в порожнину форми підводили на рівні осі цапф гармати. Виливок піддавалася істотної механічній обробці від неї була відрізана прибуток, оброблені зовнішня поверхня, цапфи і канал ствола, просвердлений отвір запала. На це пішло 3,5 місяці «Порохові випробування» гармати велися чавунними пустотілими ядрами масою 448 кг Ретельні вимірювання показали, що після 314 пострілів збільшення розмірів каналу ствола не перевищило 0,127 мм .Пушка в
Рис 9. Форма для лиття 20-дюймової чавунної гармати по способу Родмана. нині перебуває в заводському музеї в Перьми. Однак і чавунні гармати з часом пішли в минуле. На зміну їм в XIX в прийшли залізні знаряддя Сталь міцніша, а головне - пластична, її можна кувати, катати .Тому з'явилася альтернатива литим гармат - ковані знаряддя зі свердління каналом .Які знаряддя краще, литі або ковані? З цього приводу існують протилежні точки зору, але це вже інша тема. література 1.Бех Н.І., Васильєв В.А., Гіні Е.Ч. Світ художнього лиття: Історія технологіі.М.Металлург, 1997.272с. 30 Первісне використання знарядь-міська артилерія для захисту міст і облогова - для їх взяття. При цьому, не було потрібно великий рухливості знарядь. |